The construction of our new brewery in via Sbodio, 18, Lambrate
QUALITY AND CREATIVITY
OUR PHILOSOPHY
WATER, BARLEY MALT, HOPS AND YEAST. THESE ARE THE BASIC INGREDIENTS WE HAVE EVER USED AT LAMBRATE BREWERY. WE SELECT THEM WITH CARE AND ATTENTION BECAUSE ONLY BEST RAW MATERIALS AND A PINCH OF CREATIVITY, LEAD TO A TRULY ORIGINAL PRODUCT.
EVERY BEER WE BREW HAS ITS OWN DISTINCTIVE CHARACTER, ITS OWN FLAVOUR AND ITS OWN PERSONALITY. AT THE SAME TIME EVERY CREATION IS DESIGNED TO BE EASY TO DRINK AND NEVER EXTREME, FOLLOWING OUR “BEER-FOR-PUB” PHILOSOPHY. OVER THE YEARS, OUR PASSION FOR BEER AND OUR DESIRE TO EXPERIMENT CARRIED US TO CREATE NEW RECIPES, TO DISCOVER NEW TASTES AND NEW ALCHEMIES.
Written by: Giulio Tiberi
Camera: Alessandro Roviglioni - Andrea Pollano
Edit: Alessandro Roviglioni
From "Skunky"... until today
Our story
IN 1996 THE FIRST 2 BEERS WERE ON TAP AT LAMBRATE BREWPUB, THERE WERE 3 OWNERS AND THE BREWHOUSE CAPACITY WAS 150 LITRES PER BATCH AND THE PUB WAS OPENED FEW DAYS A WEEK.
TODAY THERE ARE 5 OWNERS AND A CONSIDERABLE STAFF, PLENTY OF BEERS ARE PRODUCED AND THE BREWHOUSE CAPACITY IS INCREASING FROM 2000 LITRES TO 4000 LITRES PER BATCH.
ALESSANDRA, FABIO, PAOLO, DAVIDE AND GIAMPAOLO: EVERYONE HAS A SPECIFIC ROLE IN THE COMPANY AS ADMINISTRATORS, HEAD CHEFS, PUBLICANS, HEADBREWERS.
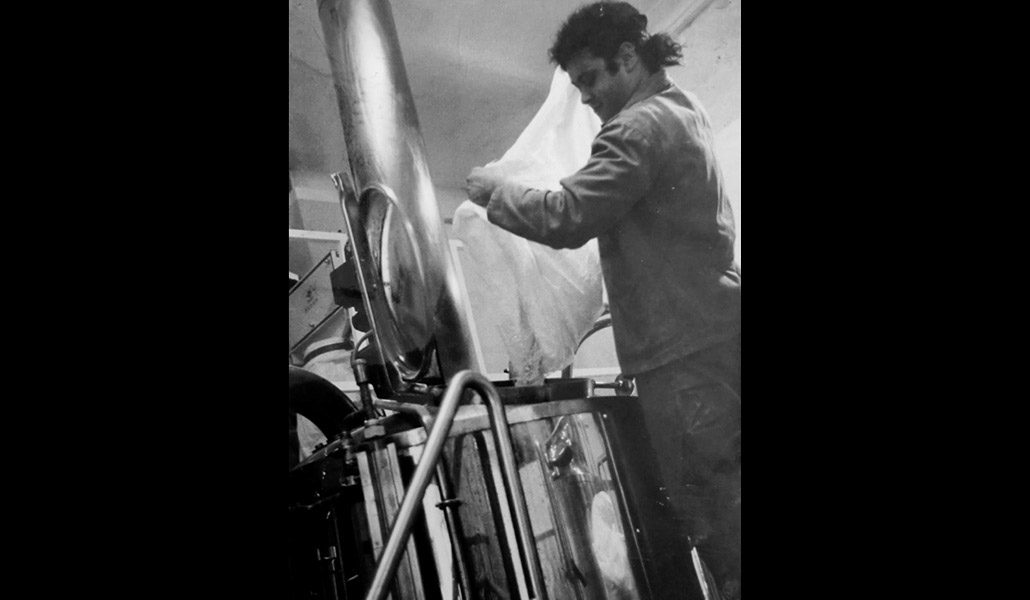
Where the magic happens
The production
MAKING CRAFT BEER IS A TIME CONSUMING BUT EXCITING PROCESS, WHICH REQUIRES KNOWLEDGE, PASSION, CARE AND CREATIVITY.
EVERYTHING IS BASED ON A CONSTANT RESEARCH AND SELECTION OF QUALITY RAW MATERIALS, THEN THE BREWERS DECIDE WHICH BEER WILL BE PRODUCED IN TERMS OF STYLE, TASTE, COLOUR, ABV, ETC.
AFTER THE RECIPE IS DESIGNED, THE BREWING PROCESS CAN START.
MALT IS MILLED AND IT’S MIXED WITH WATER IN A PROCESS CALLED “MASH”.
NEXT STEP IS “LAUTERING” AND THEN “BOILING”. AFTERWARDS WORT IS COOLED AND MOVED TO FERMENTATION TANKS WHERE YEAST IS ADDED. AFTER 4-6 WEEKS BEER IS READY TO BE KEGGED OR BOTTLED.
EVERY SINGLE PROCESS IS UNDER BREWERS CONTROL, SUPPORTED BY OUR CHEMICAL ANALYSIS LABORATORY. CURRENTLY OUR BREWERY CAN PRODUCE MORE THAN 4000 LITRES PER DAY.
The first step consist in choosing raw materials for brewing. We use several types of barley malt and also wheat, rye, and oatmeal. A lot of different varieties of hops from all over the world especially from Yakima Valley (WA, USA), Germany, Australia, New Zealand and Slovenia. The barley malt is stored in a dedicated warehouse, lifted from the soil and under controlled temperature and humidity to ensure its good conservation. Hops are in vacuum-packed bags stored in a refrigerated room, protected from light to keep their qualities and aromatic characteristics.
For what concerns yeast, we use different strains: a “bottom fermenting” yeast for lager and bock beers, and several strains of “top fermenting” yeast are used for American style ales, Belgian ales, Stout, Wheat Beers, Etc. Yeast is propagated in our lab so we have fresh yeast for every batch we brew. Starting with 1 ml of yeast (preserved in a physiological solution for yeast maintenance) our technicians progressively add sterile wort and keep everything oxygenated until the optimal quantity of cells/ml is obtained.
Water is very important to beer: it’s the main ingredient. Water treatment in our brewery is a long process that involves softeners, filters, UV lamps and a reverse osmosis system that allow to create the original water profile for each style we brew. Basic water is good for brewing Pilsner beers while we add salts (Gypsum, Calcium carbonates, Magnesium Sulfate, etc) to achieve a good water profile for Bock and Wheat beers, Ales and Stouts.
A Brewmaster’s tasks is to define the malt amount and the percentage of each type: on average, we need from 350 to 500 kg of barley malt to produce 2000 litres of beer.
The first step is malt milling: crushed grains allow saccharification during mash and a good lautering. After that grist is kept inside a bin, ready to be moved into mash tun and mixed with hot water.
Next step is called “mash”: it consists in mixing crushed grains with liquor (hot water). Mashing allows the enzymes in the malt to break down the starch in the grain into sugars (maltose and dextrin) to create a malty liquid called “wort”.
This process happens in a range of temperatures between 60°C and 70°C and it’s called amylase. It occurs at least one hour to complete the conversion from starch to sugar thereafter the wort is created. During this step, the brewmaster creates the character of beer, its color, its taste, etc.
Before moving on to the next phase, whole mash is raised to 78ºC for 10 minutes, to stop the enzymatic activity. During “lautering”, wort and grains are separated and only the clean liquid wort is moved to the kettle.
Wort is then boiled for 90 minutes: proteins coagulate while enzymes become definitely inactive, the liquid is sterilized and it reaches the desired gravity. Meanwhile brewers add hops to give the designed bitterness and flavours: usual amount is between 100 and 300 g/hl. Hop also improves beer clarifying, reduces possibilities of bacteria infections (for a longer shelf life) and concurs to get head retention in finished beer.
At the end of the boil, solid particles in the hopped wort are separated out, usually in a vessel called a "whirlpool". The principle in all is that by swirling the wort the centripetal force will push the trub into a cone at the centre of the bottom of the tank, where it can be easily removed.
After a 20 minutes rest into the whirpool vessel, wort is ready to be casted out: it’s cooled (10-18°C) passing through an heat exchanger and then it’s oxygenated. Then it’s moved to a fermentation tank where yeast can fulfil its task.
Here beer comes alive! We use different yeast strains:
- a lager yeast strain for Pilsner and Bock beers: it’s a “bottom-fermenting” yeast and it works well between 6 °C and 15°C.
- several types of “top-fermenting” yeast for American ales, Belgian style ales, Wheat beers, Stout, etc. They ferment at warmer temperature between 15 and 20°C.
Yeast is propagated in our lab and then added to wort: it triggers fermentation, a metabolic process that converts sugars won from the malt into alcohol and carbon dioxide: the product can be called beer for the first time. Fermentation takes place in cylindroconical vessels where temperature, gravity, pH and carbonation level are controlled. When fermentation ends, temperature is lowered in order to make yeast precipitate to the bottom of the tank and beer begins to clear.
Our success is surely due to the constant attention, passion and care we put in our job. But that’s not enough: also knowledge and a good quality control during the whole process are essential. For this reason we have built a small but technologic laboratory inside our brewery. Since 2010 microbiological and chemical checks are part of our daily work.
The role of the Laboratory is getting detailed analysis of every batch is brewed, staging and collecting data during fermentation, conditioning and packaging, in order to keep a complete database of our products. Our purpose is to keep everything controlled for what concerns chemical and microbiological parameters to ensure the best quality and a good shelf life.
Lab equipment and technology systems are constantly increasing and also to extend this task by providing consultancy services to other craft breweries. For further details and technical information about our lab, please contact us: lab@birrificiolambrate.com